




Функциональные прототипы требуют точной подгонки всех элементов. Поэтому 3д печать прототипов начинается с расчёта допусков. Например, резьба и шарниры нуждаются в чётких зазорах. Кроме того, материал усаживается при остывании. Таким образом, печать на 3д принтере требует строгой калибровки. В результате механизм собирается без люфтов и заклиниваний.
Почему 3д печать прототипов требует точных допусков
Аддитивные технологии формируют изделие послойно. Поэтому геометрия слегка искажается на стыках слоёв. Например, стандартный диаметр сопла оставляет микрорельеф. Кроме того, каждый пластик имеет свой коэффициент усадки. Следовательно, 3д печать деталей нуждается в программной компенсации. Именно учёт этих факторов гарантирует рабочую сборку.
Ошибка в расчётах на 0,2 мм ломает всю конструкцию. Поэтому инженеры закладывают технологические припуски. Например, отверстия под винты увеличивают на 0,3 мм. Кроме того, валы для подшипников уменьшают. Таким образом, 3д печать прототипов проходит без ручной доработки. В результате время вывода продукта на рынок сокращается.
Настройка зазоров для резьбовых соединений
Внутренняя и внешняя резьба печатаются по-разному. Поэтому слайсер требует разных настроек для каждой части. Например, внешнюю резьбу часто печатают вертикально. Кроме того, внутреннюю нарезают уже после остывания. Следовательно, 3д печать моделей с готовой резьбой возможна. Именно правильный угол наклона и высота слоя дают результат.
Метрика и шаг резьбы критичны для сцепления. Поэтому стандартные параметры M3 или M4 требуют калибровки. Например, шаг 0,5 мм легко передаётся на FDM-принтере. Кроме того, более мелкий шаг часто слипается. Таким образом, печать на 3д принтере требует тестовых образцов. В результате резьба накручивается плавно и без усилий.
Проектирование шарниров и подвижных узлов
Подвижные соединения зависят от минимального зазора. Поэтому конструкторы оставляют пространство для вращения. Например, 0,3–0,4 мм достаточно для пластиковых шарниров. Кроме того, форма цапфы влияет на плавность хода. Следовательно, 3д печать деталей с подвижными элементами работает сразу. Именно такая геометрия исключает заедания при эксплуатации.
Ориентация модели на платформе меняет кинематику. Поэтому шарниры часто печатают в горизонтальном положении. Например, слои ложатся вдоль оси вращения. Кроме того, поддержки удаляются аккуратно, чтобы не повредить зазоры. Таким образом, 3д печать прототипов сохраняет функциональность узлов. В результате механизм работает как цельная система.
Выбор материалов для функциональных сборок
Прочность и гибкость определяют долговечность узла. Поэтому инженеры подбирают пластик под задачу. Например, PLA подходит для статических тестов сборки. Кроме того, PETG выдерживает циклические нагрузки. Следовательно, 3д печать на заказ из инженерных пластиков надёжнее. Именно правильный выбор сырья предотвращает поломку шарниров.
Температура стеклования влияет на работу механизма. Поэтому детали для нагреваемых сред требуют термостойкости. Например, ABS сохраняет форму при 80°C. Кроме того, полиамид гасит вибрации в сборке. Таким образом, 3д печать деталей для сложных условий требует расчёта. В результате прототип служит дольше без деформаций.
Типичные ошибки при печати сборочных деталей
Частая проблема — игнорирование направления слоёв. Поэтому нагрузка идёт вдоль слабой оси адгезии. Например, резьба отрывается при первой затяжке. Кроме того, шарнир трескается под боковым усилием. Следовательно, 3д печать моделей требует анализа векторов напряжения. Именно корректная ориентация спасает конструкцию от разрушения.
Вторая ошибка — неправильный выбор заполнения. Поэтому внутренние пустоты снижают жёсткость крепежей. Например, 10% инфилла недостаточно для несущих узлов. Кроме того, тонкие стенки деформируются при сборке. Таким образом, печать на 3д принтере требует расчёта плотности. В результате изделие выдерживает эксплуатационные нагрузки.
Как проверить сборку до запуска в серию
Тестовые фрагменты экономят бюджет основного производства. Поэтому печатают отдельные узлы для проверки. Например, сравнивают сцепление резьбы и плавность хода. Кроме того, измеряют реальные зазоры штангенциркулем. Следовательно, 3д печать прототипов проходит валидацию. В результате серийный выпуск идёт без брака.
Документирование параметров ускоряет повторные заказы. Поэтому мастера фиксируют допуски и настройки слайсера. Например, сохраняют профили для каждого типа соединения. Кроме того, ведут журнал успешных сборок. Таким образом, 3д печать на заказ становится предсказуемой. В результате растёт скорость разработки новых продуктов.
FAQ: частые вопросы по печати сборочных узлов
Можно ли печатать резьбу сразу без нарезки?
Да, при высоте слоя 0,1 мм и компенсации зазоров. Поэтому 3д печать прототипов с готовой резьбой возможна.
Какой зазор оптимален для пластиковых шарниров?
Обычно 0,3–0,4 мм. Кроме того, учитывайте усадку материала после остывания.
Почему детали не собираются после печати?
Чаще всего причина в неверных допусках или усадке. Поэтому тестируйте образцы перед основной партией.
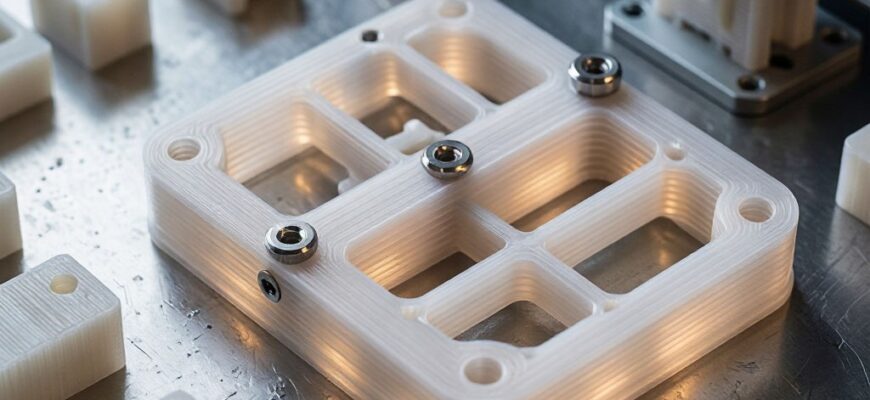
Как усилить крепёжные отверстия в пластике?
Используйте металлические втулки или увеличьте толщину стенок. Таким образом, 3д печать деталей выдержит высокие нагрузки.
Создание прототипов с резьбой и шарнирами требует точного расчёта допусков. Поэтому настройка слайсера и ориентация модели критичны. Например, правильные зазоры и выбор материала обеспечивают плавную сборку. Кроме того, тестирование узлов исключает дорогостоящие ошибки. Таким образом, 3д печать прототипов становится надёжным инструментом разработки. В результате инженер получает рабочий механизм с первого раза.
Нужны функциональные прототипы с точной сборкой?
Опишите задачу или пришлите 3D-модель — специалисты «Фабрики братьев Просвирниных» рассчитают допуски, подберут материал и изготовят партию с полным контролем качества. 3д печать на заказ с профессиональной поддержкой — от проектирования узлов до готового работающего механизма.
[ask_question]







